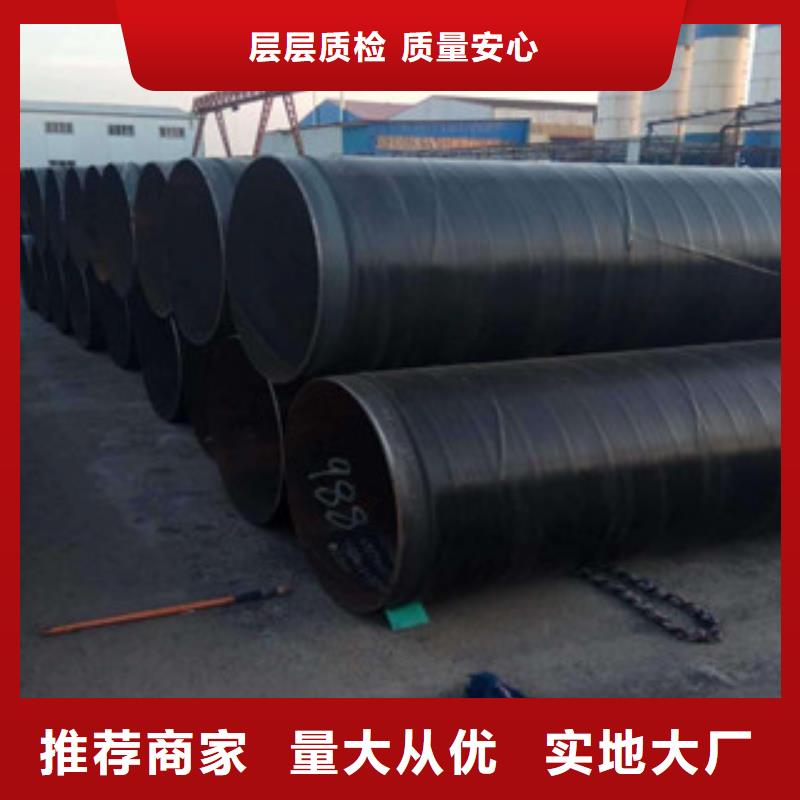

无锡兴昊管道有限公司建于2012,现拥有50多专业技术人员,我公司是一家拥有完整技术研发、市场销售、设计施工、售后服务为一体的 涂塑复合钢管厂家,是 涂塑复合钢管的专业生产厂家,并可根据用户需要进行设计生产,具有承揽大型 涂塑复合钢管订单的能力,产品销往全国各地,深受用户好评。








(1)内衬不锈钢复合钢管焊接方法
采用手工电弧焊,对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时
,焊丝采用同E309相同成分的A302焊丝。
(2)焊接程序是。
内衬不锈钢复合钢管焊接设备应满足焊接工艺要求。 并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
(3)焊接要求
内衬不锈钢复合管复材焊缝表面应尽可能与复材表面保持平整,光顺,焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,
即降低熔和比。为此应采用较小直径的焊条或焊丝,为较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
(4)焊后清理
内衬不锈钢复合钢管焊后应仔细清理焊件表面的烛渣,焊瘤飞溅物及其他污物。必要时应对焊缝进行局部修整。焊后清理 完毕,应在基材焊缝附近
的明显部位打上焊工印记以便日后考查。






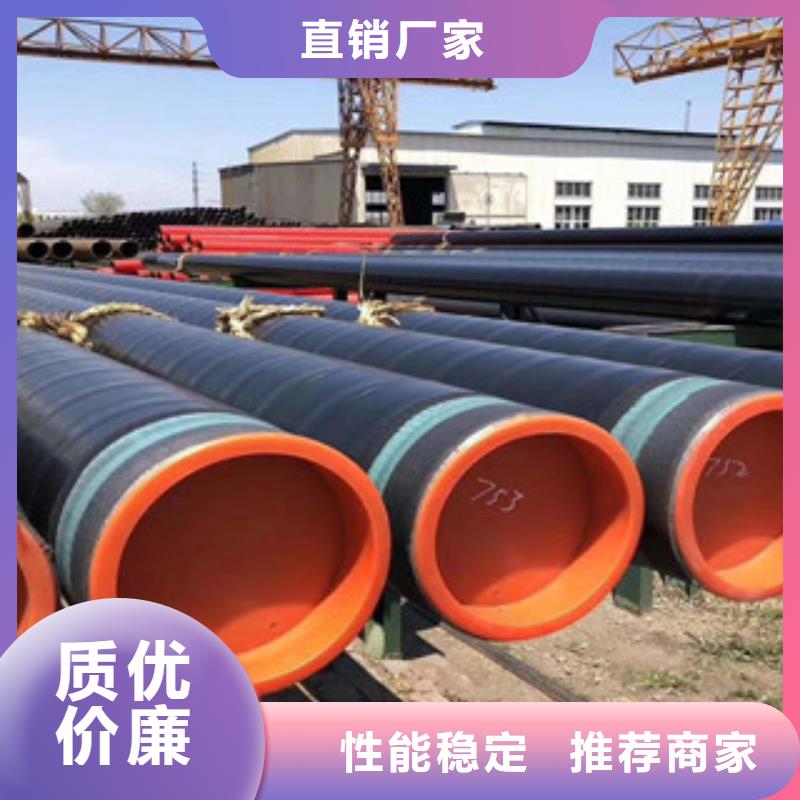
不锈钢复合管的制作中必须要求复合钢管制造厂能根据盐化工企业工艺流程的要求,选择不同的耐腐蚀合金层作为内衬管。以国内的工艺技术水平
而言,大部分耐腐蚀合金(如纯钛、镍基合金、普通不锈钢)都可以作为内衬层使用。但是对于双相不锈钢而言(如:LC2242),复合的难度比很大
。原因在于,双相钢的屈服强度比较大,断裂伸长小,如果工艺控制不够,非常容易在复合过程中开裂,据了解全球范围内商很少有厂家可以
生产内衬双相不锈钢的复合钢管。双相不锈钢由于其内部存在着奥氏体和铁素体两种金相组织,因而在抵抗氯离子腐蚀以及抗应力腐蚀开裂方面的
性能大大优于316L,而且价格与316L不相上下。在制盐或者盐化工企业中,采用双相不锈钢复合钢管非常具有性能优势。





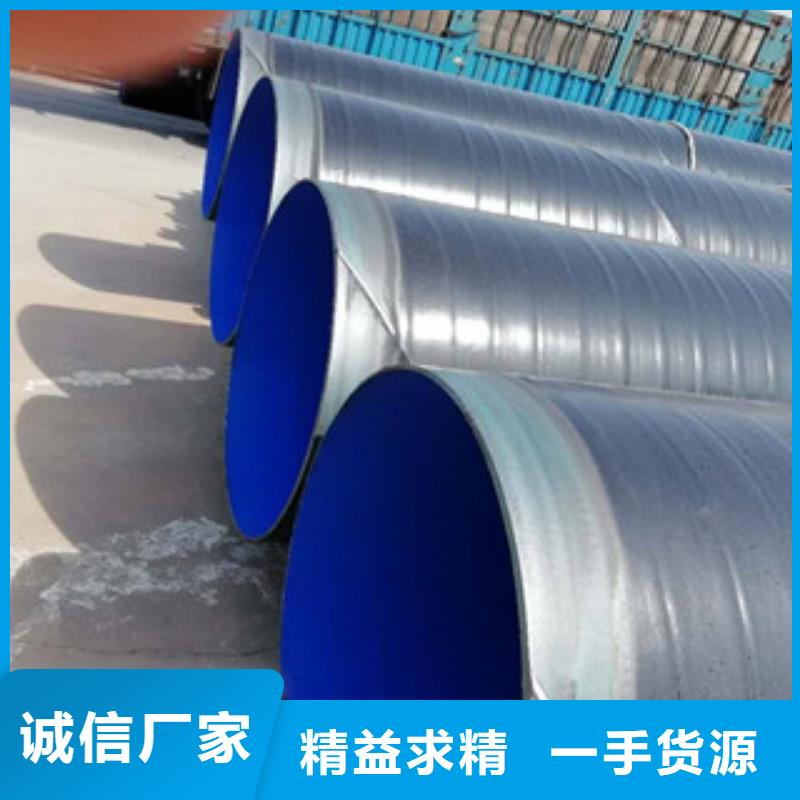
近年来,随着镀锌工艺的发展,高性能镀锌光亮剂的采用,镀锌已从单纯的防护目的进入防护-装饰性应用。镀锌溶液有 镀液和无氰镀液两类
。 镀液中分氰、低氰、中氰、和高氰几类。无氰镀液有碱性锌酸盐镀液、铵盐镀液、硫酸盐镀液及无氨氯化物镀液等。氰化镀锌溶液均镀
能力好,得到的镀层光滑细致,在生产中被长期采用。但由于 剧毒,对环境污染严重,近年来已趋向于采用低氰、氰、无氰镀锌溶液。镀
锌内衬不锈钢复合管在市场上已经历长达近20年的考验,是目前相当有经济价值和环保的管材兴昊管道专业生产镀锌内衬不锈钢复合管已有16年的光
景,镀锌内衬不锈钢复合管生产线条六十条已成为行业里专业品牌,质量可靠,服务周到,誉保证!
